ГОСТ 11652-80* «Винты самонарезающие с потайной головкой и заостренным концом для металла и пластмассы. Конструкция и размеры»
Стандарт распространяется на самонарезающие винты с потайной головкой и заостренным концом для металла и пластмассы класса точности В с номинальным диаметром резьбы от 2,5 до 8 мм.
| Обозначение: | ГОСТ 11652-80* |
| Название рус.: | Винты самонарезающие с потайной головкой и заостренным концом для металла и пластмассы. Конструкция и размеры |
| Статус: | действующий |
| Заменяет собой: | ГОСТ 10619-63 ГОСТ 11652-65 (в части винтов с заостренным концом) |
| Дата актуализации текста: | 01.10.2008 |
| Дата добавления в базу: | 01.02.2009 |
| Дата введения в действие: | 01.01.1982 |
| Разработан: | Министерство автомобильного и сельскохозяйственного машиностроения СССР |
| Утвержден: | Госстандарт СССР (30.12.1980) |
| Опубликован: | Издательство стандартов № 1986 Стандартинформ № 2006 |

ВИНТЫ САМОНАРЕЗАЮЩИЕ
С ПОТАЙНОЙ ГОЛОВКОЙ И ЗАОСТРЕННЫМ КОНЦОМ
ДЛЯ МЕТАЛЛА И ПЛАСТМАССЫ ГОСТ 11652-80* Государственныйкомитет СССР по стандартам МОСКВА — 1986 ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| ВИНТЫ САМОНАРЕЗАЮЩИЕ С ПОТАЙНОЙ ГОЛОВКОЙ И ЗАОСТРЕННЫМ КОНЦОМ ДЛЯ МЕТАЛЛА И ПЛАСТМАССЫ Конструкция и размеры Self-tapping countersunk head and sharpening end screws for metals and plastics. Construction and dimensions | ГОСТ 11652-80* Взамен ГОСТ 10619-63, ГОСТ 11652-65, в части винтов с заостренным концом |
Постановлением Государственного комитета СССР по стандартам от 30декабря 1980 г. № 6110 срок введения установлен с 01.01.82 Несоблюдение стандарта преследуется по закону 1. Настоящий стандартраспространяется на самонарезающие винты с потайной головкой и заостреннымконцом для металла и пластмассы класса точности В с номинальным диаметромрезьбы от 2,5 до 8 мм. 2. Конструкция иразмеры винтов должны соответствовать указанным на чертеже и в табл. 1, 2. Исполнение 1 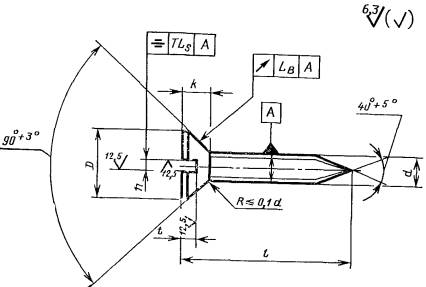 Исполнение 2
Исполнение 2 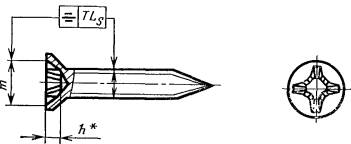 ______________ * Размер для справок. Таблица1 Размеры в мм
______________ * Размер для справок. Таблица1 Размеры в мм
| Номинальный диаметр резьбы d | 2,5 | 3 | 4 | 5 | 6 | 8 | |
| Шаг резьбы Р | 1,25 | 1,75 | 2,0 | 2,5 | 3,5 | ||
| Диаметр головки D | Номин. | 4,7 | 5,6 | 7,4 | 9,2 | 11,0 | 14,5 |
| Пред. откл. по h 14 | -0,30 | -0,36 | -0,43 | ||||
| Высота головки, k, не более | 1,50 | 1,65 | 2,20 | 2,50 | 3,00 | 4,00 | |
| Ширина шлица n | Номин. | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 |
| Не менее | 0,66 | 0,86 | 1,06 | 1,26 | 1,66 | 2,06 | |
| Не более | 0,80 | 1,00 | 1,20 | 1,51 | 1,91 | 2,31 | |
| Глубина шлица t | Не менее | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 |
| Не более | 0,73 | 0,85 | 1,10 | 1,35 | 1,60 | 2,10 | |
| Допуск биения в заданном направлении (2IT14) | 0,60 | 0,72 | 0,86 | ||||
| Допуск симметричности шлица относительно стержня в диаметральном выражении (2IT14) | 0,50 | 0,60 | 0,72 | ||||
| Номер крестообразного шлица | 1 | 2 | 3 | ||||
| Диаметр крестообразного шлица m , не более | 2,6 | 2,8 | 4,0 | 4,5 | 6,5 | 7,4 | |
| Глубина крестообразного шлица h | 1,05 | 1,25 | 1,55 | 2,05 | 2,45 | 3,40 | |
| Глубина вхождения калибра в крестообразный шлиц | Не более | 1,2 | 1,4 | 1,8 | 2,3 | 3,0 | 3,9 |
| Не менее | 0,9 | 1,1 | 1,3 | 1,8 | 2,5 | 3,4 | |
| Недовод резьбы, не более | 0,8 | 1,0 | |||||
| Длина винта l | Номинальный диаметр резьбы d | ||||||
| Номин. | Пред. откл. по js 17 | 2,5 | 3 | 4 | 5 | 6 | 8 |
| 6 | ± 0,75 | — | — | — | — | ||
| 8 | — | — | — | ||||
| 10 | — | — | |||||
| 12 | ± 0,90 | — | |||||
| 14 | — | ||||||
| 16 | |||||||
| (18) | Стандартные длины | ||||||
| 20 | ± 1,05 | — | |||||
| (22) | — | — | |||||
| 25 | — | — | |||||
| 30 | — | — | |||||
| 35 | ± 1,25 | — | — | ||||
| 40 | — | — | — | ||||
| 45 | — | — | — | ||||
| 50 | — | — | — | — | |||
Примечание . Длины l , заключенные в скобках, применять не рекомендуется. Пример условного обозначения : винта в исполнении1, диаметром 5 мм, длиной 30 мм, из материала группы 01, без покрытия, скрупным шагом резьбы Винт 5 ´ 30.01 ГОСТ 11652-80 То же, висполнении 2, диаметром 5 мм, с крупным шагом резьбы, длиной 30 мм, из материалагруппы 01, с цинковым покрытием толщиной 6 мкм, хроматированным Винт 2-5 ´ 1,5 ´ 30.01.016 ГОСТ 11652-80 (Измененная редакция, Изм. № 1). 3. Техническиетребования, резьба, методы контроля, правила приемки, упаковка и маркировка -по ГОСТ10618-80 . 4. Теоретическаямасса винтов указана в справочном приложении1. 5. (Исключен, Изм. № 1).
ПРИЛОЖЕНИЕ 1
Теоретическая масса самонарезающих винтов
| Длина винта l , мм | Номинальный диаметр резьбы d, мм | |||||
| 2,5 | 3 | 4 | 5 | 6 | 8 | |
| Масса 1000 шт. стальных винтов, кг » | ||||||
| 6 | 0,20 | 0,30 | — | — | — | — |
| 8 | 0,26 | 0,38 | 0,72 | — | — | — |
| 10 | 0,32 | 0,46 | 0,86 | 1,34 | — | — |
| 12 | 0,37 | 0,54 | 1,00 | 1,56 | 2,48 | — |
| 14 | 0,43 | 0,62 | 1,14 | 1,78 | 2,81 | — |
| 16 | 0,49 | 0,70 | 1,28 | 2,00 | 3,14 | 4,21 |
| 18 | 0,54 | 0,78 | 1,42 | 2,22 | 3,47 | 4,78 |
| 20 | — | 0,86 | 1,56 | 2,44 | 3,80 | 5,35 |
| 22 | — | — | 1,70 | 2,66 | 4,13 | 5,92 |
| 25 | — | — | 1,91 | 2,99 | 4,62 | 6,77 |
| 30 | — | — | 2,19 | 3,54 | 5,43 | 8,19 |
| 35 | — | — | 2,47 | 4,09 | 6,24 | 9,61 |
| 40 | — | — | — | 4,64 | 7,05 | 11,03 |
| 45 | — | — | — | 5,19 | 7,86 | 12,45 |
| 50 | — | — | — | — | 8,67 | 13,87 |
Источник
ГОСТ Р 59571-2021 Винты самонарезающие. Общие технические условия.
Функция доступна в рамках тарифа «Старт+». Приобретите подписку на 1 месяц и пользуйтесь сервисом без ограничений. Подробнее.
Скачать документ
Добавление закладки
Функция доступна в рамках тарифа «Старт+». Приобретите подписку на 1 месяц и пользуйтесь сервисом без ограничений. Подробнее.
Поделиться ссылкой
Функция доступна в рамках тарифа «Старт+». Приобретите подписку на 1 месяц и пользуйтесь сервисом без ограничений. Подробнее.
Добавление в избранное
Функция доступна в рамках тарифа «Старт+». Приобретите подписку на 1 месяц и пользуйтесь сервисом без ограничений. Подробнее.
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Общие технические условия
Tapping screws. General specifications
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Центральный научно-исследовательский институт черной металлургии им.И.П.Бардина» (ФГУП «ЦНИИчермет им.И.П.Бардина»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 375 «Металлопродукция из черных металлов и сплавов»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ
Приказом Федерального агентства по техническому регулированию и метрологии от 17 августа 2021 г. N 720-ст
Правила применения настоящего стандарта установлены в
статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ «О стандартизации в Российской Федерации «. Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
В настоящее время в Российской Федерации отсутствует национальный стандарт на винты самонарезающие. Все стандарты, принятые на национальном и межгосударственном уровне, являются аутентичными переводами иностранных стандартов (в основном ИСО).
Для обеспечения конкурентоспособности продукции, а также с целью импортозамещения необходимо разработать стандарт, удовлетворяющий производителей и потребителей.
В отличие от действующих стандартов, в которых представлены в основном конструкция и размеры, а остальные требования представлены ссылками на другие документы, настоящий стандарт распространяется на винты самонарезающие и включает в себя стандартизованные требования к конструкции, размерам, механическим свойствам, правилам приемки и методам контроля.
Настоящий стандарт распространяется на стальные самонарезающие винты (далее — винты), предназначенные для крепления гипсокартонных плит к деревянным и металлическим конструкциям, на винты, предназначенные для соединения дерева, древесностружечных плит, а также на винты для соединения металлических листов между собой и для крепления к стальным несущим конструкциям без предварительного сверления отверстия.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9.301 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.302 (ИСО 1463-82, ИСО 2064-80, ИСО 2106-82, ИСО 2128-76, ИСО 2177-85, ИСО 2178-82, ИСО 2360-82, ИСО 2361-82, ИСО 2819-80, ИСО 3497-76, ИСО 3543-81, ИСО 3613-80, ИСО 3882-86, ИСО 3892-80, ИСО 4516-80, ИСО 4518-80, ИСО 4522-1-85, ИСО 4522-2-85, ИСО 4524-1-85, ИСО 4524-3-85, ИСО 4524-5-85, ИСО 8401-86) Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 9.303 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
ГОСТ 9.306 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Обозначения
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 6507 Микрометры. Технические условия
ГОСТ 7661 Глубиномеры индикаторные. Технические условия
ГОСТ 9450 Измерение микротвердости вдавливанием алмазных наконечников
ГОСТ 10618 Винты самонарезающие для металла и пластмассы. Общие технические условия
ГОСТ 10702 Прокат сортовой из конструкционной нелегированной и легированной стали для холодной объемной штамповки. Общие технические условия
ГОСТ 10753 Шлицы крестообразные для винтов и шурупов. Размеры и методы контроля
ГОСТ 18160 Изделия крепежные. Упаковка. Маркировка. Транспортирование и хранение
ГОСТ 19795 Проекторы измерительные. Общие технические условия
ГОСТ ISO 2702 Винты самонарезающие стальные термообработанные. Механические свойства
ГОСТ ISO 3269 Изделия крепежные. Приемочный контроль
ГОСТ ISO 4042 Изделия крепежные. Электролитические покрытия
ГОСТ ISO 4759-1 Изделия крепежные. Допуски. Часть 1. Болты, винты, шпильки и гайки. Классы точности A, B и C
ГОСТ ISO 6157-1 Изделия крепежные. Дефекты поверхности. Часть 1. Болты, винты и шпильки общего назначения
ГОСТ Р ИСО 2859-1 Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества
ГОСТ Р ИСО 6507-1 Металлы и сплавы. Измерение твердости по Виккерсу. Часть 1. Метод измерения
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины, определения, обозначения и сокращения
3.1 В настоящем стандарте применен следующий термин с соответствующим определением:
3.1.1 самонарезающий винт (саморез): Крепежное изделие в виде стержня с головкой и специальной наружной резьбой, образующей внутреннюю резьбу в отверстии соединяемого предмета.
Примечание — Имеет треугольную резьбу на цилиндрической поверхности, полностью или не полностью закрывающую цилиндрическую поверхность.
3.2 В настоящем стандарте применены следующие обозначения:
d — номинальный диаметр резьбы винта;
Источник