- Pan Drums барабаны из цельного дерева
- Как делают акустические барабаны Yamaha
- Проверка материалов
- Выбор деталей
- Выбор дерева, первое склеивание
- Получение нужного размера
- Второе склеивание
- Подготовка формы
- Обдувка и сушка
- Шлифовка
- Удаление излишков клея и обрезка
- Обрезка и сглаживание краев
- Начало отделочных работ
- Первая покраска
- Вторая покраска
- Сверление
- Окончательная сборка
Pan Drums барабаны из цельного дерева
Обвал рубля и связанные с ним невзгоды, подталкивают нас к переосмыслению наших предпочтений в брендах, а так как инструмент и до экономических встрясок не был дешевым, то теперь и подавно, пора поддержать российских производителей. Это шанс и для них, и для всех нас общими усилиями сдвинуться с мертвой точки в светлое будущее.
Все больше появляется в России качественных производителей мастеровых барабанов. Но пока мало кто из них, производит барабаны по полному циклу, то есть сам делает кадушки. Барабанщик Игорь Панфёров (Monkey Business sextet, Плохие дядьки, Angrydogs) и по совместительству создатель мастерской по производству эксклюзивных малых барабанов Pan Drums из их числа.
Сайт Drumspeech.com взял интервью у мастера:
Как родилась идея организовать производство барабанов?
Это был далекий 2000-й год, тогда я только начал заниматься на ударных (мне было 12 лет) и начал проявлять интерес к строению барабанов, их отделке и фурнитуре. Так, спустя пару лет, я изменил дизайн моей первой советской установки Энгельс (которая досталась мне от отца, он тоже увлекался ударными) – покрыл кадушки черным пластиком, установил лаги от немецкой установки Trova. После этого начались эксперименты посерьезнее – сделал «пиккало» из Amati 14х6,5, распилив его пополам!
Со временем приходили новые и новые идеи, реализовать которые я смог только построив мастерскую с токарным, сверлильным и прочим оборудованием для обработки, шлифовки и покраски кадушек.
Изначально целью было создание малого барабана именно для себя, что я и сделал. Первый барабан проявил себя превосходно, на нем записан четвертый альбом группы Monkey Busines Sextet – Сhetverochka (2015) https://music.yandex.ru/album/3050204
Это барабан Pan Drums purewood №1 14″х 4″ изготовленный из кленового древесного спила.

Видео снято перед записью альбома:
Как выстроен производственный процесс?
Изготовление барабанов Pan Drums происходит поэтапно: заготовка древесины (распилка дерева на части, сушка при определенной температуре), обработка заготовки на станке, сверление отверстий, проточка обечайки, полировка и покраска. Завершающим этапом является установка готовой фурнитуры.
















Примеры малых барабанов мастерской Pan Drums:
Pan Drums purewood №2
Кадушка из березы 13″х7″ толщина 14мм; Трубчатые лаги 88мм;
Стрейнер Pearl SR-1000; Штампованные обода 2,3мм 8 отв.

Pan Drums purewood №3
Кадушка из клена 14″х6″ толщина 18мм; Трубчатые лаги 25мм; Стрейнер Pearl SR-1000; Штампованные обода 2,3мм 10 отв.

Pan Drums purewood №4 Кадушка из клена 14″х6,5 толщина 15мм; Трубчатые лаги 90мм;
Стрейнер Аnalogue Trick GS007; Штампованные обода 2,3мм 10 отв.

Ассортимент готовых барабанов Pan Drums постепенно пополняется, Вы можете приобрести любой из барабанов, или же, мы можем изготовить для Вас на заказ барабан любой глубины, толщины, цвета, с любой фурнитурой и ободами, в зависимости от Ваших пожеланий. Впереди будет много интересного, следите за новостями на vk.com/pandrums
Источник
Как делают акустические барабаны Yamaha

Компания Yamaha производит акустические барабаны на собственной фабрике в Китае. Фабрика находится в 1500 км от Пекина, в городском округе Шаосин провинции Чжэцзян.
Барабаны делают в три этапа: деревообработка, отделка и конечная сборка. Каждый этап — это отдельный участок производства на фабрике, со своим начальником и технологом. Менеджеры проходят обязательное обучение на главной фабрике Yamaha в Японии и только после этого могут работать на китайском заводе.
90% работы на шаосинской фабрике автоматизировано. Персонал фабрики составляет порядка 50 человек. Эти люди не только контролируют функционирование машин, но и делают ту работу, которая не под силу роботам.
Барабаны Yamaha производятся в идеально чистых и ярко освещенных помещениях. Чистота внутри поддерживается за счет специальной системы оборудования и комплекса мер, направленных на устранение любой грязи и пыли. Такой подход к чистоте не только благоприятен для работников фабрики, но и минимизирует количество брака из-за попадания посторонних предметов в музыкальные инструменты.
На производство одной ударной установки Yamaha может потребоваться до 12 рабочих дней — в зависимости от степени сложности, количества ручной работы и других факторов.
Проверка материалов

Производство барабанов Yamaha начинается с того момента, как дерево попадает на фабрику. Работники фабрики проверяют древесину на специальных аппаратах на предмет соответствия дерева стандартам качества. Древесина не должна иметь сколов и дефектов, а ее толщина не должна превышать определенных значений.
Результаты проверки древесины заносятся в электронный журнал, в котором каждому листу дерева и металлической детали присваивается специальный номер. Если древесина дефектна, но ее недостатки можно устранить в процессе производства — дереву присваивают специальную пометку.
Выбор деталей

Все детали для производства барабанов отбираются вручную. Каждый компонент будущей ударной установки лежит в отдельном синем контейнере. Такие контейнеры не только сортируют детали, но и сообщают работникам о том, что детали прошли все проверки и готовы к работе.
Выбор дерева, первое склеивание

Готовое к производству дерево попадает в специальное помещение. В зависимости от размеров, модели барабанов и особенностей будущей установки, барабаны требуют дерева разной толщины, поэтому дерево склеивают листами.
Каждый лист дерева состоит из нескольких слоев, склеенных таким образом, чтобы структура волокон чередовалась: волокна листов должны быть перпендикулярны друг другу. Это придает дереву дополнительной прочности.
Несмотря на склейку, дерево сохраняет свою природную гибкость из-за наличия внутренней влаги.
Получение нужного размера

Непосредственное производство ударных начинается в деревообрабатывающем цеху. Несмотря на то, что на этом участке идет активная работа с древесиной, помещение отличается чистотой: никакой стружки, пыли и прочих отходов производства.
Деревянные листы доставляют с помощью обычной тележки, напоминающей таковые в строительных магазинах. Листы должны пройти дополнительную обработку на специальном станке, обрезающем все лишнее. Угол обрезки и шлифовки определяется особенностями модели и видом барабана.
Оператор станка вносит в специальную программу размеры будущего барабана и запускает процесс обработки. Обрезка и шлифовка ведется компьютером, что позволяет обрабатывать дерево с высокой точностью.
Информация об итоговых размерах и формах дерева вносится в специальный производственный лист. Цифры, размеры и другие данные из этого листа обязаны соблюдаться на всех этапах производства.
Второе склеивание

Обрезанное дерево покрывается тонким слоем клея в специальном аппарате. Клей разработан компанией Yamaha для производства музыкальных инструментов. Его структура такова, что позволяет минимизировать использование клея на производстве, а также ограничить увеличение влаги внутри древесины.
Подготовка формы

Для каждого барабана на фабрике есть собственная форма-заготовка. Промазанные клеем листы древесины помещаются в такую форму. Чтобы исключить просветы и зазоры и добиться более плотного прилегания листов друг к другу, работники фабрики подбивают древесину молотком.
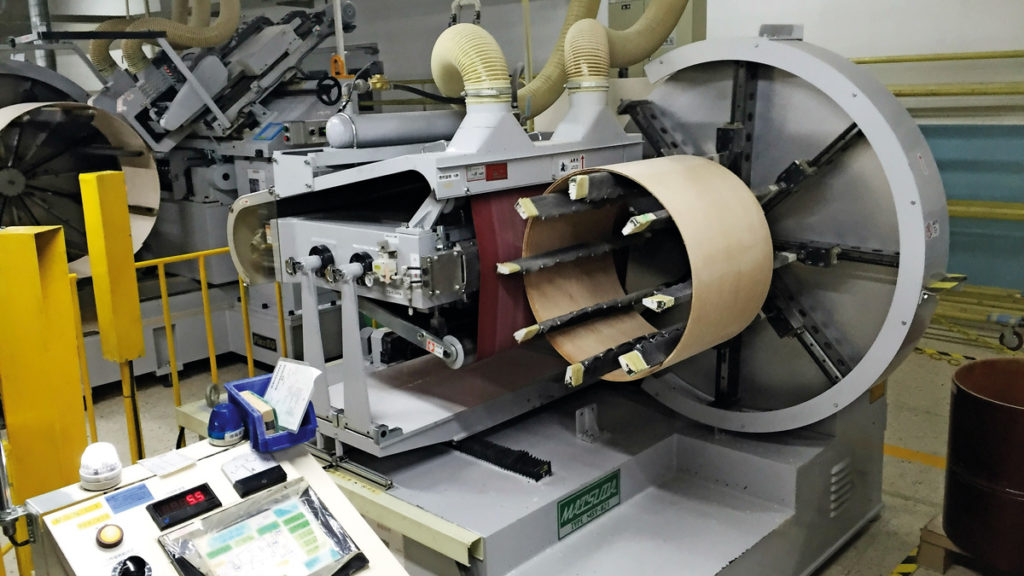
Обдувка и сушка

Формы отправляют в устройство обдувки, где под воздействием прямых потоков воздуха дерево подвергается равномерному давлению. Благодаря такому обдуву, дерево принимает более круглую форму.
После обдувки формы отправляются в специальные печи, где при температуре 50°C влага внутри древесины испаряется, а клей высыхает. В случае, если диаметр барабана больше 22 дюймов, то он пропускает печь — под воздействием горячего воздуха древесина может треснуть, поэтому работники промазывают дерево специальными материалами, испаряющими влагу без нагрева.
Шлифовка
После сушки в печи барабан отправляется на шлифовку. Шлифовальная машина делает множество проходов, устраняя неровности, заусенцы, сучки. Процесс автоматизирован: компьютер обрабатывает дерево с обеих сторон одновременно на основе заданных параметров.
Результатом шлифовки становится идеально гладкий и ровный барабан, готовый к дальнейшей отделке.
Удаление излишков клея и обрезка

Внутренняя часть корпуса барабана проверяется еще раз. В случае обнаружения остатков клея, работники шлифуют дерево самостоятельно, с помощью шлифовальных машин.
После этого барабан отправляется на обрезку. Специальный аппарат сверяется с настройками, измеряет глубину корпуса и обрезает его под необходимый размер.
Обрезка и сглаживание краев
Все барабаны обязательно помещаются в специальный аппарат для обрезки и шлифовки краев и придания им правильной формы и размера. Машина сама подстраивается под размеры барабаны, после чего обрабатывает его в соответствии с принятыми стандартами производства.
Начало отделочных работ

Процесс отделки начинается с покрытия барабана лаком и тщательной шлифовки, и состоит из 20 этапов. Первые 10 этапов — это чередование шлифовочных и покрасочных работ, продолжающихся до тех пор, пока краска не ляжет однородным тонким и аккуратным слоем.
Главная цель отделки — сделать барабан максимально тонким, несмотря на используемые лаки и краски. При недостаточной шлифовке и плохом покрытии, барабан быстро испортится.
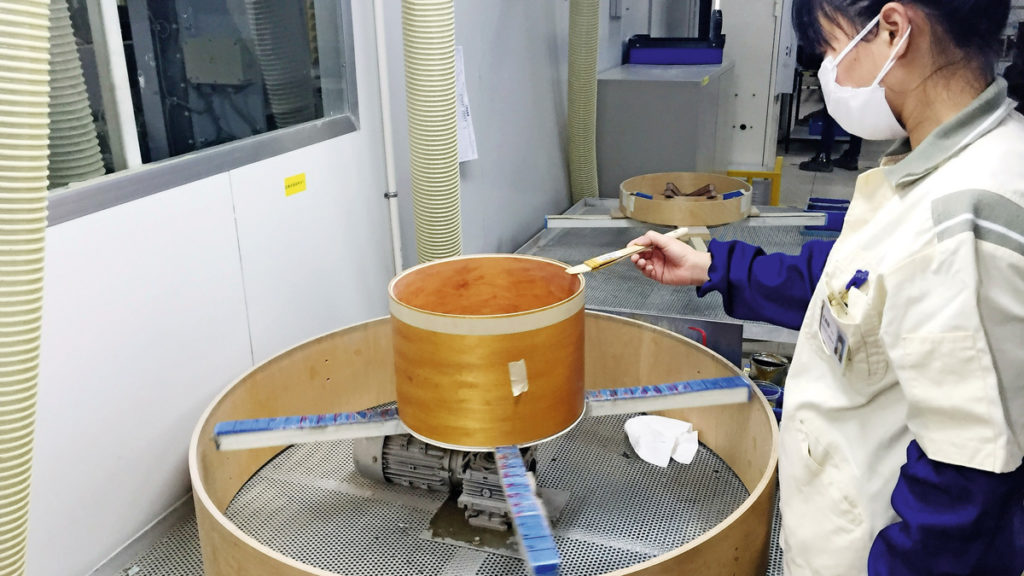
Первая покраска

Барабаны красят в специальных покрасочных камерах, а сам процесс производится только вручную. Барабаны устанавливаются на вращающиеся платформы, где их окрашивают с помощью распылителей.
Покраска барабана происходит под струями бегущей воды. Это не только создает замысловатые узоры на корпусе, но и очищает барабан от грязи и пыли, прилипающей во время покрасочных работ. После покраски барабаны снова отправляют на шлифовку.
Вторая покраска
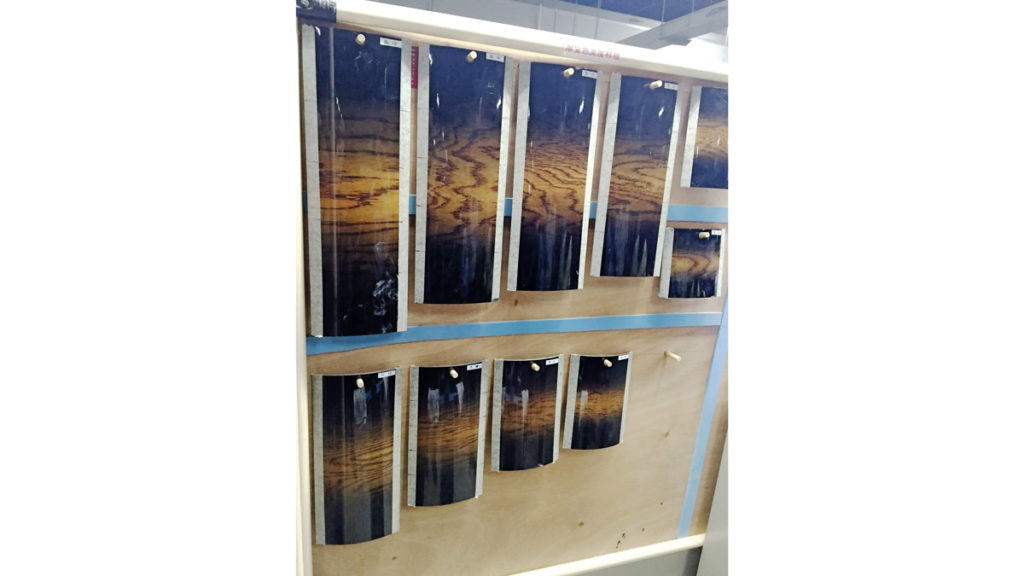
На каждый барабан наносится три слоя краски: нижний, средний и верхний. Такая тщательность покраски позволяет получить идеально блестящий корпус инструмента.
После трех покрасок и дополнительных шлифовок, на барабан наносят завершающий слой лака. Нанесение лака происходит внутри специальной печи в течение 12 часов. После этого барабан вынимают и отправляют сохнуть на свежем воздухе.
После того, как барабан высохнет, его проверяют на соответствие стандартам качества. При этом Yamaha допускают неаккуратность во время отделки, но только если это не влияет на звук барабана.
Сверление
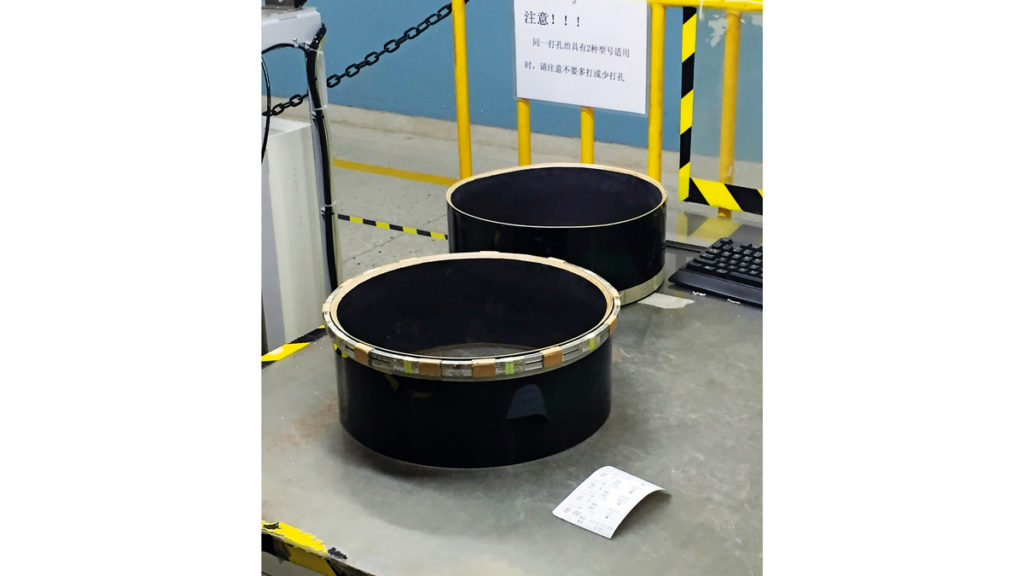
Процесс сверления — один из самых ответственных этапов производства, а неправильно просверленное отверстие неминуемо испортит весь барабан.
Сверление производится на специальном автоматизированном сверлильном аппарате. У каждого барабана имеется собственная схема разметки и спецификации для его сверления.
Окончательная сборка

После завершения всех остальных этапов, корпуса и запчасти к ним отправляются на линию сборки. Здесь работает команда специально обученных техников, собирающих барабаны вручную. Техники прикручивают ободы, натягивают пластики и отправляют барабан на финальную проверку.
После прохождения финальной проверки, другая группа специалистов формирует комплекты ударных из готовых барабанов и отправляет их на склады Yamaha.
Источник