- Как согнуть древесину
- Почему гнутьё лучше выпиливания
- Что происходит в древесине при изгибании
- Шина как действенный способ избежать разрушения древесины при изгибании
- Как улучшают пластичность древесины
- Чтобы дерево стало как пластилин — гнутье древесины
- Применение гнутых изделий из древесины:
- Как лучше выбрать древесину для гнутья:
- Оборудование для пропаривания древесины:
- Процесс прапаривания и гнутья древесины
- Видео пропаривания и гнутья
Как согнуть древесину
Если вы решили отделать помещение деревом или заняться созданием красивой мебели в классическом стиле – то вам необходимо будет изготавливать криволинейные детали. К счастью, древесина является уникальной субстанцией, ведь она позволяет опытному мастеру немного поиграться с формой. Это не так сложно, как кажется, но и не так легко, как хотелось бы.
Ранее на сайте уже была публикация по изгибанию фанеры. В этой статье мы разберёмся в принципах гнутья массивной доски и бруса, узнаем, как это делают на производстве. А также приведём полезные советы от профессионалов, которые будут полезны домашнему умельцу.
Почему гнутьё лучше выпиливания
Криволинейную деревянную деталь можно получить двумя методами: изогнув ровную заготовку, либо вырезав необходимую пространственную форму. Так называемый способ «выпиливания» привлекает пользователей своей простотой. Для такого изготовления деталей и конструкций не нужно использовать сложные приспособления, не приходится тратить много времени и сил. Однако, чтобы выпилить криволинейное деревянное изделие, приходится применять заведомо слишком крупную заготовку, причём очень много ценного материала будет безвозвратно теряться в качестве отходов.
Но главной проблемой являются рабочие характеристики полученных деталей. При раскрое криволинейной детали из обычного обрезного пиломатериала, волокна древесины не меняют своего направления.
Как результат, в зону радиусов попадают поперечные срезы, которые не только ухудшают внешний вид, но и заметно усложняют последующую доводку изделия, например, его фрезерование или чистовое шлифование. Кроме того, на самых уязвимых для механического воздействия скруглённых участках волокна идут поперёк сечения, что делает деталь склонной к разлому в этом месте.
Тогда как при гнутье обычно наблюдается противоположная картина, когда древесина становится только прочнее. На кромки изогнутого бруса или доски не выходят «торцевые» срезы волокон, поэтому впоследствии можно без ограничений обрабатывать такие заготовки, с использованием всех стандартных операций.
Что происходит в древесине при изгибании
Технология гнутья основана на способности древесины, сохраняя целостность, в некоторых пределах менять свою форму по мере приложения силы, а затем сохранять её после снятия механического воздействия. Однако все мы знаем, что без подготовительных мероприятий пиломатериал является упругим – то есть он возвращается в исходное состояние. А если приложенные силы слишком велики, то брус или доска попросту ломается.
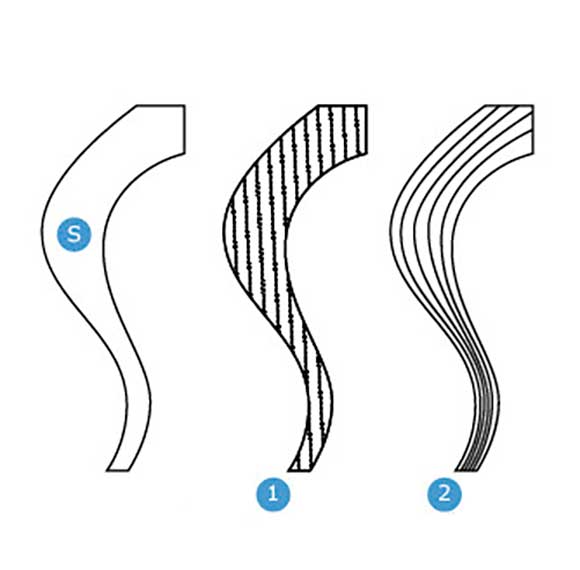
Слои деревянной заготовки при изгибании работают неодинаково. Снаружи радиуса материал растягивается, внутри – сжимается, а в середине массива волокна практически не испытывают существенных нагрузок и мало сопротивляются действующим на заготовку силам (этот внутренний слой называют «нейтральным»). При критичной деформации волокна на внешнем радиусе разрываются, а на внутреннем радиусе обычно образуются «складки», которые являются довольно распространённым дефектом при изгибании мягкой древесины. Сжиматься волокна пластичных лиственных или хвойных пород могут на 20 и более процентов, тогда как предел растягивания составляет около одного-полутора процентов.
То есть для определения возможности для изгибания (без разрушения) более важным показателем будет предел относительного удлинения растянутого слоя. Он напрямую зависит от толщины детали и определяет радиус, который нужно получить. Чем толще заготовка и чем меньше радиус – тем больше будет относительное удлинение вдоль волокон. Имея данные о физических свойствах популярных пород древесины, можно для каждой из них сформулировать максимально возможное соотношение толщины и радиуса деталей. В цифрах это будет выглядеть так:
| Порода | Возможный (внутренний) радиус изгиба по отношению к толщине детали после пропаривания и применения шины. |
|---|---|
| Сосна | 1:11 |
| Ель | 1:10 |
| Берёза | 1:5,7 |
| Дуб | 1:4 |
| Бук | 1:2,5 |
| Тип подготовки пиломатериала | Возможный (внутренний) радиус изгиба по отношению к толщине детали. |
|---|---|
| Только нагрев | 1:80 – 1:100 |
| Только увлажнение | 1:50 – 1:60 |
| Нагрев и увлажнение | 1:20 – 1:30 |
Эти данные говорят о том, что хвойный пиломатериал, по сравнению, с плотными лиственными породами, хуже приспособлен к свободному изгибанию. Для работы с пиломатериалами на агрессивных радиусах нужно обязательно использовать комбинированные методы предварительной подготовки деталей и механической защиты.
Шина как действенный способ избежать разрушения древесины при изгибании
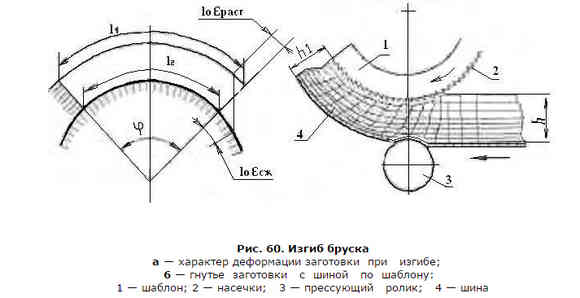
Так как основной проблемой является разрыв волокон со стороны наружного радиуса, именно эту поверхность заготовки нужно как-то стабилизировать. Одним из самых распространённых методов является использование накладной шины. Шина представляет собой стальную полосу толщиной от полмиллиметра до двух миллиметров, которая охватывает брус или доску по наружному радиусу и изгибается на шаблоне вместе с древесиной. Упругая полоса поглощает часть энергии при растягивании и одновременно с этим перераспределяет разрушающую нагрузку по длине заготовки. Благодаря такому подходу в купе с увлажнением и нагревом, допустимый радиус изгиба уменьшается в разы.
Параллельно с использованием стальной шины в гибочных приспособлениях и станках добиваются механического уплотнения древесины. Делается это при помощи прессующего ролика, который давит на заготовку по наружному радиусу изгиба. Кроме того, форма-шаблон в таком приспособлении часто наделена 3-миллиметровыми зубьями (с шагом около 0,5 см), ориентированными навстречу ходу заготовки.
Задача зубчатой поверхности шаблона — не дать заготовке проскользнуть, предотвратить взаимный сдвиг волокон в деревянном массиве, а также создать мелкую вдавленную гофру в вогнутом радиусе детали (волокна тут запрессовываются вовнутрь массива, следовательно, решаются проблемы со складками).
Прессование с шиной позволяет с минимальным процентом брака изгибать бруски и доски из хвойной и мягкой лиственной древесины. Обратите внимание, что детали из относительно твёрдых пород при гнутье с прессованием становятся примерно на десять-двенадцать процентов тоньше, а сосновые и еловые заготовки – на 20-30% тоньше. Но к положительным моментам этого метода нужно отнести значительное увеличение прочностных характеристик готового изделия, а также существенное снижение требований к наличию пороков и дефектов в заготовках из древесины.
Как улучшают пластичность древесины
В нормальном состоянии пиломатериалы обладают упругостью, существенной пространственной жёсткостью и стойкостью к сжатию. Эти ценные свойства древесина получает от лигнина – природного «сетчатого» полимера, который придаёт растениям стабильную форму и прочность. Располагается лигнин в межклеточном пространстве и в клеточных стенках, соединяя целлюлозные волокна. В древесине хвойных пород его содержится порядка 23-38 процентов, в лиственных породах – до 25 процентов.
По сути, лигнин является своего рода клеем. Мы можем его размягчить и превратить в «коллоидный раствор», если нагреть пиломатериал путём пропаривания, проваривания, обработки током высокой частоты (для мелких деталей применима также бытовая микроволновка). После расплавления лигнина заготовку изгибают и фиксируют – остывая, расплавленный лигнин отвердевает и не даёт древесине вернуться в исходную форму.
Практика показывает, что оптимальной температурой для гнутья цельной древесины (брусок, рейка, доска) будет 100 градусов Цельсия. Эту температуру нужно получить не на поверхности, а внутри заготовки. Поэтому во многом от того, насколько массивной является деталь, будет зависеть время температурного воздействия. Чем толще деталь – тем дольше её придётся нагревать. К примеру, если использовать пропаривание для подготовки к изгибанию рейки толщиной 25 мм (с влажностью около 28-32%), то в среднем на это уходит около 60 минут. Примечательно, что время выдержки под паром аналогичных по габаритам деталей для любых пород примерно одинаковое.
Кстати, считается, что перегревать деталь тоже нельзя, так как лигнин после отвердевания может потерять упругость и стать слишком хрупким.
Метод проваривания используется не часто, так как заготовка сильно и неравномерно увлажняется, а такие водонасыщенные волокна и клетки при гнутье могут рваться, как минимум, с образованием ворса. Детали после варки приходится потом слишком долго сушить. Но этот способ хорошо показывает себя, если нужно обработать для гнутья только часть заготовки.
Пропаривание позволяет прогревать заготовку равномерно, причём влажность её на выходе стремится приблизиться к оптимальной. Наиболее подходящая влажность для достижения максимальной пластичности пиломатериалов считается диапазон в 26-35 процентов (момент насыщения волокон древесины).
Чтобы пропарить древесину для гнутья в домашних условиях, используют самодельные цилиндрические камеры из металлических/полимерных труб или прямоугольные короба из дерева. В качестве источника пара выступают нагревающиеся баки, электрические чайники и прочие подобные приспособления, которые могут обеспечить температуру порядка 105 градусов и небольшое давление. Далее всегда следует этап просушивания детали (+ выдержки зафиксированной формы) примерно до пятнадцати процентов и её финишной обработки.
Источник
Чтобы дерево стало как пластилин — гнутье древесины

Доброго времени суток уважаемые читатели и подписчики Блога Андрея Ноака! Сегодня мы поговорим про гнутье древесины, которое можно сделать даже самому в домашних условиях. Пропарка древесины является эффективным методом смягчения и пластификации древесины, именно после пропаривания она может подвергаться гнутью и использоваться мастерами для изготовления гнутых изделий.
При изготовлении гнутых изделий каждый специалист использует свои нюансы в технологии, в зависимости от вида текстуры древесины и количества материала.
Сегодня мы рассмотрим особенности гнутья в зависимости от породы и влажности древесины, но сначала узнаем где наиболее востребованы гнутые изделия.
Применение гнутых изделий из древесины:
- Жилищное строительство.
- Части стульев.
- Перила лестниц.
- Строительства судов и лодок, к примеру каноэ.
- Изготовление музыкальных инструментов, например виолончель.
Как лучше выбрать древесину для гнутья:
- Древесина должна быть влажной прежде чем начинать процесс пропаривания. Именно сырая древесина обладает повышенной теплопередачей. При этом некоторая древесина уже имеет высокое содержание влаги, в то время как другая древесина нуждается в предварительной пропитке.
- Лиственные породы отлично подходят для пропаривания и более гибки чем хвойные.
- Эксперты отмечают что древесина с свилеватостью более подвержена образованию трещин и разрушению от изгиба, чем заготовка из прямых волокон. Поэтому необходим тщательный отбор сырья для гнутья.
- Стандартно рекомендованной для гнутья является свеже заготовленная древесина, которая имеет высокую начальную влажность и более гибка.
При испытании по критерию прочности на изгиб, специалисты пришли к выводу что лучшим материалом для гнутья является белый дуб и красный дуб, в то время как мягкий клен, тополь оценивались как наименее подходящие материалы для гнутья.
Оборудование для пропаривания древесины:
- Паровая камера, где будет находиться заготовка.
- Теплогенератор или парогенератор.
- Термометр, он же градусник.
- Шланги или трубки, которые будут подключать генератор к паровой камере.
Процесс прапаривания и гнутья древесины
Профиль камеры часто выполнен из дерева или из ПВХ труб. Заготовка должна находиться полностью в камере, чтобы пар мог насыщать всю ее длину. Паровая камера должна быть достаточно герметичной и отверстие для выхода пара располагают таким образом чтобы влажный воздух омывал заготовку со всех сторон.
Размеры отверстия для выхода пара подбирают таким образом, чтобы насыщенный воздух выходил под давлением как на видео выше. Дело в том что при недостаточной концентрации пара заготовка не пропарится, при избыточном давлении возможен даже разрыв паровой камеры или срыв шлангов. Иногда для создания необходимого количества пара на выходное отверстие делают легкую крышечку, которая при повышении давления открывается, при низком давлении прикрывается.
В качестве парового котла в домашних условиях можно использовать обычный чайник или кастрюлю с водой на плите. Для более частого процесса гнутья можно купить специальный генератор.
Процесс гнутья древесины необходимо начинать только после достаточного наличия воды в генераторе, так как прерывания процесса насыщения негативно сказывается на качестве и времени всего технологического процесса гнутья древесины.
Специалисты рекомендуют температуру пропаривания держать выше 100 градусов Цельсия, как только вся заготовка прогреется выше 100 градусов, ее можно гнуть. Для измерения температуры насыщенного пара на выходе из камеры устанавливают градусник.
Видео пропаривания и гнутья
Вашему вниманию предоставляется видео о технологическом процессе гнутья древесины:
Удачи и успехов! До новых встреч, с вами был Андрей Ноак!
Источник