- Как правильно подобрать скорость резания токарного станка [1 часть]
- Скорость токарного станка для деревообработки: как установить оптимальное число оборотов
- Скорость токарного станка для металлообработки: как установить оптимальную скорость
- Что такое скорость токарного станка?
- Скорость вращения шпинделя
- Популярное токарные станки:
- Обороты при обработки дерева
- Расчет режимов резания (фрезеровки)
Как правильно подобрать скорость резания токарного станка [1 часть]

В зависимости от типа материала и выполняемой операции можно установить оптимальную скорость вращения токарного станка.
Но какова безопасная скорость обработки заготовок на токарном станке? И как скорость токарного станка влияет на процесс обработки?
Для обработки деревянных заготовок диаметром более 6 дюймов (15 сантиметров) частота вращения токарного станка не должна превышать 1000 об/мин, а для более мелких заготовок она должна быть немного выше. Скорость вращения токарного станка менее 1000 об/мин считается безопасной и снижает риск несчастных случаев.
В этой статье подробно рассказывается о скорости вращения токарного станка, обсуждаются различные факторы, влияющие на скорость вращения и приводится руководство по установке оптимальной скорости.
В конце статьи также обсуждаются вопросы безопасности, связанные с частотой вращения токарного станка, о которых необходимо помнить при использовании токарного станка.
Скорость токарного станка для деревообработки: как установить оптимальное число оборотов
При работе на токарном станке по дереву важно установить оптимальное число оборотов, поскольку высокое число оборотов может привести к смещению заготовки, а низкое — к плохой обработке поверхности.
Смещение заготовки на такой высокой скорости может выпустить ее как снаряд и травмировать оператора, поэтому важно регулировать число оборотов в пределах безопасного предела.
Общее эмпирическое правило для определения оптимального диапазона оборотов для токарного станка по дереву заключается в умножении числа оборотов на диаметр заготовки в дюймах, при этом результат должен лежать в диапазоне 6000-9000.
Это означает, что деление 6000 на диаметр заготовки дает минимальное эффективное число оборотов, а деление 9000 на диаметр заготовки — максимальное безопасное число оборотов.
Минимальное эффективное число оборотов = 6000 ÷ Диаметр заготовки в дюймах.
Максимально безопасное число оборотов = 9000 ÷ Диаметр заготовки в дюймах.
Исходя из вышеприведенных уравнений, оптимальный диапазон оборотов для заготовок различных размеров приведен в таблице ниже.
| Диаметр заготовки | Минимальное эффективное число об/мин | Максимальное безопасное число об/мин |
| 1 дюйм (2.54 см) | 6000 | 9000 |
| 2 дюйма (5.08 см) | 3000 | 4500 |
| 3 дюйма (7.62 см) | 2000 | 3000 |
| 4 дюйма (10.16 см) | 1500 | 2250 |
| 5 дюймов (12.7 см) | 1400 | 1800 |
| 6 дюймов (15.24 см) | 1000 | 1500 |
| 7 дюймов (17.78 см) | 857 | 1286 |
| 8 дюймов (20.32 см) | 750 | 1125 |
| 9 дюймов (22.86 см) | 667 | 1000 |
| 10 дюймов (25.4 см) | 600 | 900 |
| 11 дюймов (27.94 см) | 545 | 818 |
| 12 дюймов (30.48 см) | 500 | 750 |
| 13 дюймов (33.02 см) | 462 | 692 |
| 14 дюймов (35.56 см) | 429 | 643 |
| 15 дюймов (38.1 см) | 400 | 600 |
Однако для заготовок диаметром менее 3″ (7,62 cм), таких как ручки, можно использовать более высокую скорость вращения — около 3500 об/мин, при условии, что вы обеспечите надежный зажим заготовки.
При работе с деградирующей древесиной рекомендуется руководствоваться собственным мнением и устанавливать число оборотов ниже стандартного рекомендуемого значения.
Скорость токарного станка для металлообработки: как установить оптимальную скорость
Оптимальная скорость резания на токарном станке по металлу зависит от таких факторов, как твердость разрезаемого материала и тип используемого инструмента.
При обработке твердых металлов рекомендуется использовать сравнительно более низкую скорость резания, чем при обработке более мягких металлов.
Аналогично, если используется режущий инструмент из твердого материала, он может работать на более высоких скоростях без заеданий.
Если сравнивать ручные токарные станки с токарными станками с ЧПУ, то токарные станки с ЧПУ обеспечивают возможность поддержания единых параметров благодаря автоматизации процесса и минимизируют риск повреждения инструмента.
Как правило, оптимальную скорость резания или скорость обработки поверхности при токарной обработке металла можно определить по таблицам и графикам предоставленным производителем инструмента.
| Материал | Инструмент из быстрорежущей стали | Твердосплавный инструмент |
| Автоматная углеродистая сталь | 40-160 футов в минуту (12-49 м/мин) | 300-800 футов в минуту (91-244 м/мин) |
| Углеродистые стали | 30-120 футов в минуту (9-36 м/мин) | 230-800 футов в минуту (70-244 м/мин) |
| Автоматная легированная сталь | 40-125 футов в минуту (12-38 м/мин) | 150-450 футов в минуту (46-138 м/мин) |
| Легированные стали | 40-110 футов в минуту (12-33 м/мин) | 175-400 футов в минуту (53-122 м/мин) |
Следует отметить, что значения, приведенные в таблице выше, являются справочными для оптимальных скоростей резания, а фактическое значение варьируется в зависимости от марки металла.
Что такое скорость токарного станка?
Токарные станки работают за счет вращения заготовки на высокой скорости, пока режущий инструмент проходит по ее поверхности для выполнения операции обработки.
Поэтому скорость вращения заготовки определяет качество реза и время цикла, что делает скорость токарного станка важным параметром для токарных операций.
Почти каждый современный токарный станок оснащен регулятором скорости, где скорость вращения изменяется либо вручную, либо с помощью электрических сигналов.
Ручное регулирование скорости включает в себя переключение ремня привода токарного станка для изменения конфигурации скорости и крутящего момента, в то время как электрическая система состоит из ручки, которую можно вращать для регулировки числа оборотов.
Как правило, ременное управление скоростью применяется в мощных токарных станках, например таких как токарные станки по металлу, поскольку оно снижает число оборотов при увеличении крутящего момента, что делает его идеальным для обработки тяжелых заготовок.
С другой стороны, электрический регулятор скорости уменьшает число оборотов, замедляя скорость вращения шпинделя, снижая выходную мощность токарного станка. Это делает его подходящим для небольших настольных токарных станков.
Аналогично, многошпиндельные токарные станки состоят из нескольких шпинделей, которые могут вращаться с разными скоростями, подходящими для различных операций обработки.
Операции обработки на токарном станке включают два типа скоростей: вращение в минуту и скорость обработки поверхности.
Скорость вращения шпинделя
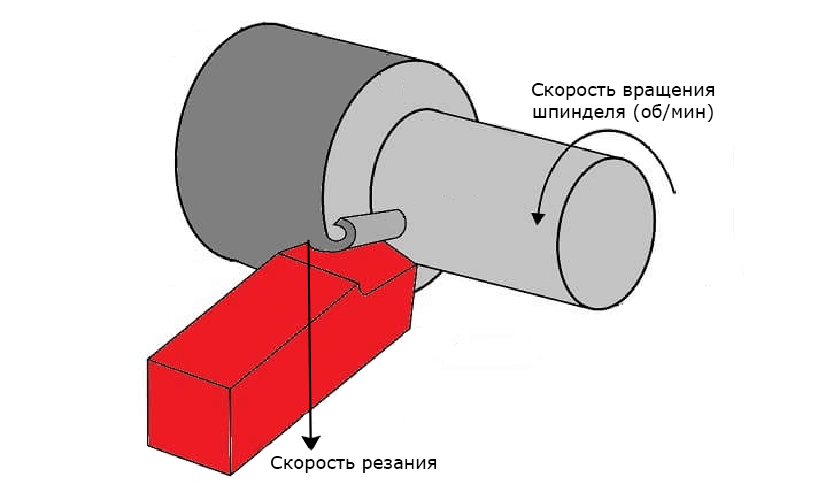
Скорость вращения шпинделя — это скорость, с которой шпиндель токарного станка вращает заготовку.
Она определяет количество оборотов, которые заготовка совершает за одну минуту.
Как правило, чем больше число оборотов, тем быстрее время цикла и тем более гладкая поверхность получается в результате обработки.
Однако увеличение числа оборотов сверх определенного предела может привести к усилению вибраций и появлению дребезга на обрабатываемой поверхности, а также к повышению риска несчастных случаев.
Высокая частота вращения создает большую центробежную силу, которая может заставить заготовку выйти из удерживающего устройства, например, из зажимного патрона, и ударить оператора.
Поэтому рекомендуется устанавливать оптимальную скорость, которая обеспечивает высокое качество продукции при быстром времени цикла с минимальной вибрацией и минимальным риском несчастных случаев.
Популярное токарные станки:
Ø обработки, 360 мм. Расстояние между центрами, 750 мм. Мощность двигателя, 5,5 кВт. Система ЧПУ, Siemens Тип направляющих, скольжения. Вес, 1650 кг.
Источник
Обороты при обработки дерева
Warning: count(): Parameter must be an array or an object that implements Countable in /var/www/u0010809/public_html/cncmodelist.ru/templates/cncmodelist/html/mod_jshopping_compare/default.php on line 31



- Главная
- Статьи
- Работа со станком, инструментами, приспособлениями
- Расчет режимов резания (фрезеровки)
Расчет режимов резания (фрезеровки)
Основными параметрами задающими режимы резания являются:
-Частота вращения вала шпинделя (n)
-Скорость подачи (S)
-Глубина фрезерования за один проход
Требуемая частота вращения зависит от:
-Типа и характеристик используемого шпинделя
-Режущего инструмента
-Обрабатываемого материала
Частота вращения шпинделя вычисляется по следующей формуле:
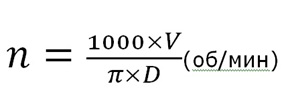
D – Диаметр режущей части рабочего инструмента, мм
π – число Пи, 3.14
V – скорость резания (м/мин) — путь пройденный точкой (краем) режущей кромки фрезы в минуту.
Скорость резания (V) берется из справочных таблиц (См ниже).
Обращаем ваше внимание на то, что скорость подачи (S) и скорость резания (V) это не одно и то же.
При расчетах, для фрез малого диаметра значение частоты вращения шпинделя может получиться больше, чем количество оборотов, которое в состоянии обеспечить шпиндель. В данном случае за основу дальнейших расчетов величины (n) берется фактическая максимальная частота вращения шпинделя.
Скорость подачи (S) – скорость перемещения режущего инструмента (оси X/Y), вычисляется по формуле:

fz — подача на один зуб фрезы (мм)
z — количество зубьев фрезы
n — частота вращения шпинделя (об/мин)
Подача на зуб берется из справочных таблиц по обработке тех или иных материалов.
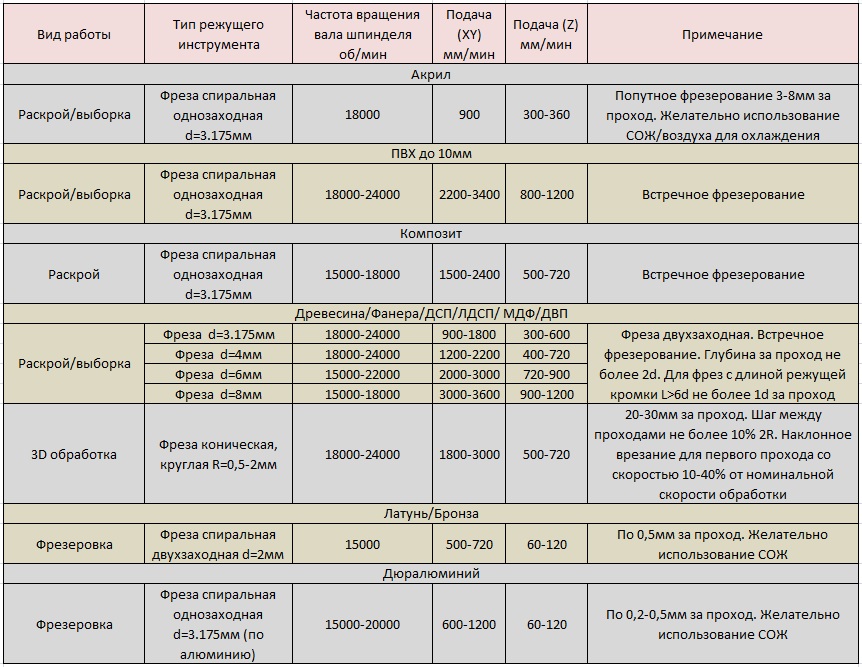
Таблица для расчета режимов резания:

После теоретических расчетов по формулам требуется подкорректировать значение скорости подачи. Необходимо учитывать жесткость станка. Для станков с высокой жесткостью и качеством механики значения скорости подачи выбираются ближе к максимальным расчетным. Для станков с низкой жесткостью следует выбрать меньшие значения скорости подачи.
Глубина фрезерования за один проход (ось Z) зависит от жесткости фрезы, длины режущей кромки и жесткости станка. Подбирается опытным путем, в ходе наблюдения за работой станка, постепенным увеличением глубины резания. Если при работе возникают посторонние вибрации, получаемый рез низкого качества – следует уменьшить глубину за проход и произвести коррекцию скорости подачи.
Скорость врезания по высоте (ось Z) следует выбирать примерно 1/3 – 1/5 от скорости подачи (S).
Краткие рекомендации по выбору фрез:
При выборе фрез нужно учитывать следующие их характеристики:
-Диаметр и рабочая длина. Геометрия фрезы.
-Угол заточки
-Количество режущих кромок
-Материал и качество изготовления фрезы.
Лучше всего отдавать предпочтение фрезам имеющих максимальный диаметр и минимальную длину для выполнении конкретного вида работ.
Короткая фреза большого диаметра обладает повышенной жесткостью, создает значительно меньше вибраций при интенсивной работе, позволяет добиться лучшего качества съема материала. Выбирая фрезу большого диаметра следует учитывать механические характеристики станка и мощность шпинделя, чтобы иметь возможность получить максимальную производительность при обработке.
Для обработки мягких материалов лучше использовать фрезы с острым углом заточки режущей кромки, для твердых – более тупой угол в диапазоне до 70-90 градусов.
Пластики и мягкие материалы лучше всего обрабатывать однозаходными фрезами. Древесину и фанеру – двухзаходными. Черные металлы – 3х/4х заходными.
Материал и качество фрезы определяют срок службы, качество реза и режимы. С фрезами низкого качества сложно добиться расчетных значений скорости подачи на практике.
Примерные режимы резания используемые на практике.
Данная таблица имеет ознакомительный характер. Более точные режимы обработки определяются исходя из качества фрез, вида станка, и др. Подбираются опытным путем.
Полезные ссылки:
Планшетные плоттеры (флюгерный, биговочный, осциллирующий, тангенциальный нож)
Normal 0 false false false RU X-NONE X-NONE
Источник