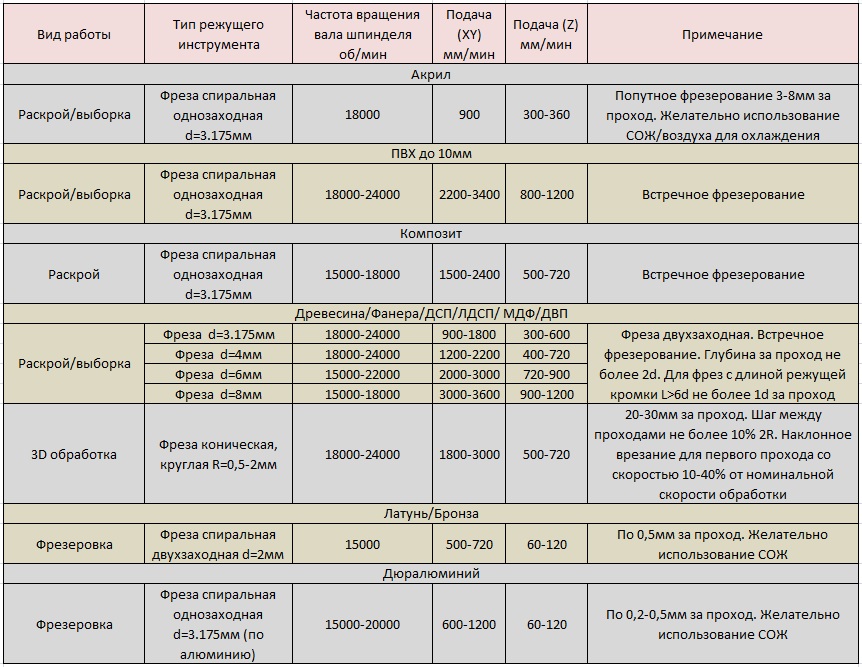
- Режимы резания, используемые на практике, в зависимости от обрабатываемого материала и типа фрезы
- Общие рекомендации:
- Режимы резания для ЧПУ фрезера
- Основные термины для подбора правильных режимов резания
- ВЫБОР РЕЖИМОВ РЕЗАНИЯ
- Общие рекомендации по режимам резания:
- Для мягкой древесины (сосна, лиственница, липа)
- Для твердой древесины (бук, дуб, фанера)
- Для двухслойного пластика
- Для акрила и полистирола
- Для ПВХ
- Для алюминиевых сплавов
- Режимы работы фрезы для ЧПУ (Таблица скорости резания при фрезеровании)
- Что такое подача на один зуб?
- Расчет скорости резания твердосплавной фрезы
- Таблица режимов резания для концевой твердосплавной фрезы для ЧПУ
- Режимы резания чпу дерево
- Расчет режимов резания (фрезеровки)
Режимы резания, используемые на практике, в зависимости от обрабатываемого материала и типа фрезы
Таблица (приведенная ниже) содержит справочную информацию параметров режима резания, взятые из практики. От этих режимов рекомендуется отталкиваться при обработке различных материалов со схожими свойствами, но не обязательно строго придерживаться их.
Необходимо учитывать, что на выбор режимов резания, при обработке одного и того же материала одним и тем же инструментом, влияет множество факторов, основными из которых являются: жесткость системы Станок-Приспособление-Инструмент-Деталь (СПИД), охлаждение инструмента, стратегия обработки, высота слоя снимаемого за проход и размер обрабатываемых элементов.
Общие рекомендации:
-Фрезерной обработке лучше всего подвергать пластики полученные литьем, т.к. у них более высокая температура плавления.
-При резке акрила и алюминия желательно для охлаждения инструмента использовать смазывающую и охлаждающую жидкость (СОЖ), в качестве СОЖ может выступать обыкновенная вода или универсальная смазка WD-40 (в баллончике).
-При резке акрила, когда подсаживается (притупляется) фреза, необходимо понизить обороты до момента пока не пойдет колкая стружка (осторожнее с подачей при низких оборотах шпинделя — вырастает нагрузка на инструмент и соответственно вероятность его сломать).
-Для фрезеровки пластиков и мягких металлов, наиболее подходящими являются однозаходные (однозубые) фрезы (желательно с полированной канавкой для отвода стружки). При использовании однозаходных фрез создаются оптимальные условия для отвода стружки и соответственно отвода тепла из зоны реза.
-При фрезеровке рекомендуется применять такую стратегию обработки, при которой идет беспрерывный съем материала со стабильной нагрузкой на инструмент.
-При фрезеровке пластиков, для улучшения качества реза, рекомендуется использовать встречное фрезерование.
-Для получения приемлемой шероховатости обрабатываемой поверхности, шаг между проходами фрезы/гравера необходимо делать равным или меньше рабочего диаметра фрезы(d)/пятна контакта гравера(T).
-Для улучшения качества обрабатываемой поверхности желательно не обрабатывать заготовку на всю глубину сразу, а оставить небольшой припуск на чистовую обработку.
-При резке мелких элементов необходимо снизить скорость резания, чтобы вырезанные элементы не откалывались в процессе обработки и не повреждались.
Источник
Режимы резания для ЧПУ фрезера
Основные термины для подбора правильных режимов резания
Обороты шпинделя, скорость рабочей подачи – это одни из основных понятий при настройке режимов резки. Это база, которая дается практически в любой специализированной литературе по работе с режущим инструментом. Ниже приведена краткая выжимка такой информации.

Шаг по Z — толщина слоя, который будет снимать фреза за 1 проход. В зависимости от задач, фрезеровка происходит за один, либо несколько проходов по Z.
Рабочая подача — это величина (обычно обозначаемая в миллиметрах в минуту) перемещения шпинделя станка по осям X и Y.
Подача врезания — это величина (обычно обозначаемая в миллиметрах в минуту) перемещения шпинделя станка в вертикальной плоскости, по оси Z.
Подача в одну минуту — величина перемещения шпинделя в миллиметрах за время, равное одной минуте. Формула для вычисления: подача на зуб фрезы, умножить на число зубьев фрезы и умножить на обороты фрезы в минуту.
Частота вращения – количество оборотов, совершаемых шпинделем в течении одной минуты.
Шаг – самый простой вариант – показать на примере. В целом, это величина смещения инструмента в мм либо в %, при обработке.
Что такое растр в обработке на фрезере с ЧПУ наглядно показано на фото ниже.

ВЫБОР РЕЖИМОВ РЕЗАНИЯ
Как мы выяснили выше, основными данным для определения режимов резки являются обороты шпинделя и рабочая подача (+ подача врезания). Выбор фрезы, ее размеров и формы определяется по нескольким факторам – размер обрабатываемой модели, качество детализации и прочие. Чтобы повысить детализацию в 3D обработке, необходимо уменьшить рабочий диаметр фрезы (в конических сферических фрезах – это размера кончика-сферы, на конце инструмента).
Общие рекомендации по режимам резания:
Для мягкой древесины (сосна, лиственница, липа)
| Тип инструмента | Рабочая подача мм/мин | Скорость вращения (об/мин) | Глубина за проход |
| Торцевая 6мм | 2500-3500 | 20 000-24 000 | 7,5-8 |
| Торцевая 3мм | 1000-1500 | 20 000-24 000 | 4,5 |
| Гравер 30° * 0,2 | 800-600 | 20 000-24 000 | 3 |
Для твердой древесины (бук, дуб, фанера)
| Торцевая 6мм 3500 | 4500 | 20 000 — 24 000 | 34 |
| Торцевая 3мм 2500 | 3000 | 20 000 — 24 000 | 2 |
| Гравер 30°х0,2 300 | 600 | 20 000 — 24 000 | 2 |
Для двухслойного пластика
Для акрила и полистирола
| Торцевая 6 мм | 1000 — 1300 | 10 000 — 12 000 | 3 |
| Торцевая 3 мм | 800 — 1000 | 12 000 — 16 000 | 1,5 |
| Гравер 30°х0,2 | 300 — 500 | 18 000 — 20 000 | 0,30,6 |
Для ПВХ
Для алюминиевых сплавов
Источник
Режимы работы фрезы для ЧПУ (Таблица скорости резания при фрезеровании)
Многие производители фрез указывают рекомендуемые значения режима работы фрезы или подачи на зуб для каждого инструмента, что очень удобно. Однако, если вы не знаете точных значений, можно ориентироваться в диапазоне от 0,05 до 0,2 мм. В этих пределах обычно находятся адекватные значения подачи при работе с неметаллическими материалами. Помните, что слишком низкие подачи могут привести к горению фрезы, а слишком высокие — к ее поломке.
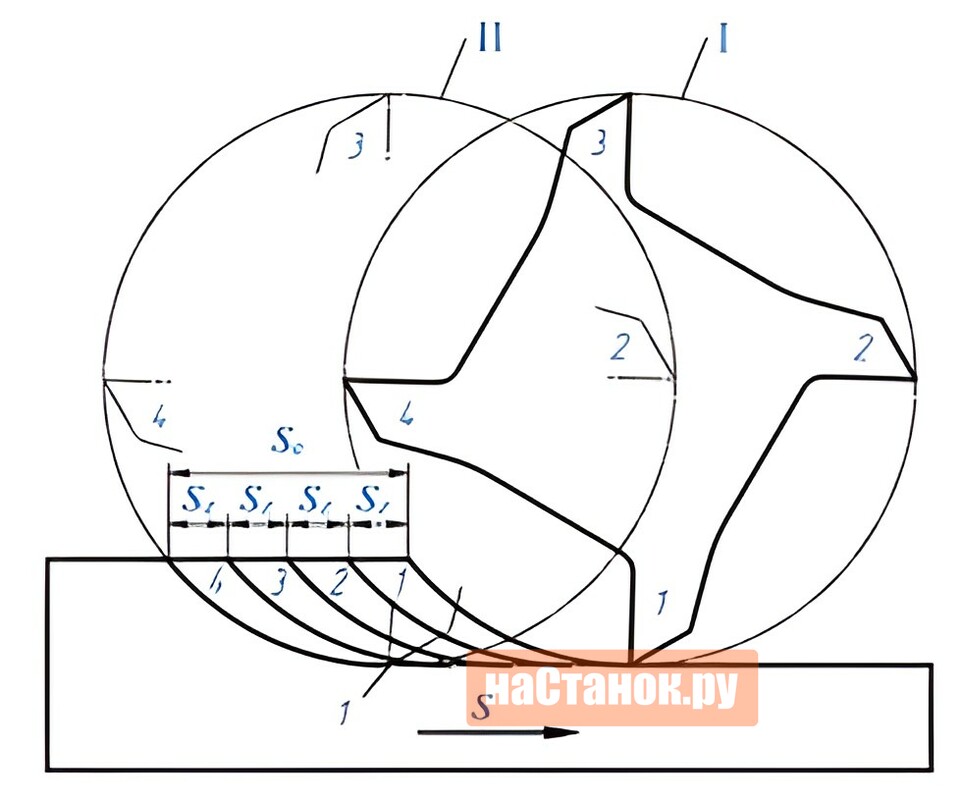
Что такое подача на один зуб?
Подача на зуб — Это расстояние, которое проходить фреза за период работы одним зубом. Для однозаходных фрез — это один оборот, для двухзаходных — это пол оборота фрезы и т.д.. Понимание расстояния, которое фреза преодолевает за время работы одного зуба, поможет вам сделать осознанный выбор, достичь оптимальных результатов и повысить эффективность работы фрезы. Этот параметр является наглядным отображением нагрузки на режущую кромку и зависит от числа заходов. Для расчета подачи на зуб изпользуется формула:
F = V / z * n (мм)
где F — подача на зуб (мм), V — скорость подачи стола (мм/мин), z — эффективное число зубьев (шт), n — скорость вращения шпинделя (об/мин).
Математически, подача на зуб равна отношению скорости подачи инструмента на произведение колличество зубьев на скорость вращения шпинделя.
Расчет скорости резания твердосплавной фрезы
Чтобы рассчитать скорость резания (минутная мм/мин) используется формула:
Fмин = Z * FZ * N (мм/мин)
Расшифровка формулы: Z — количество зубьев (шт), FZ — подача на зуб (мм) , N — частота вращения шпинделя (об/мин). С помощью этой формулы можно рассчитать скорость резания фрезы (минутная подача мм/мин).
Вы хотите узнать о формуле расчета подачи и ее влиянии на процесс резки? Важно понимать, что эта формула не предоставляет точного ответа на вопрос о том, как правильно резать. Ее цель заключается в контроле и выборе оптимального режима работы, особенно если производитель не указывает оптимальную подачу на зуб, которая определяется задним углом лезвия.
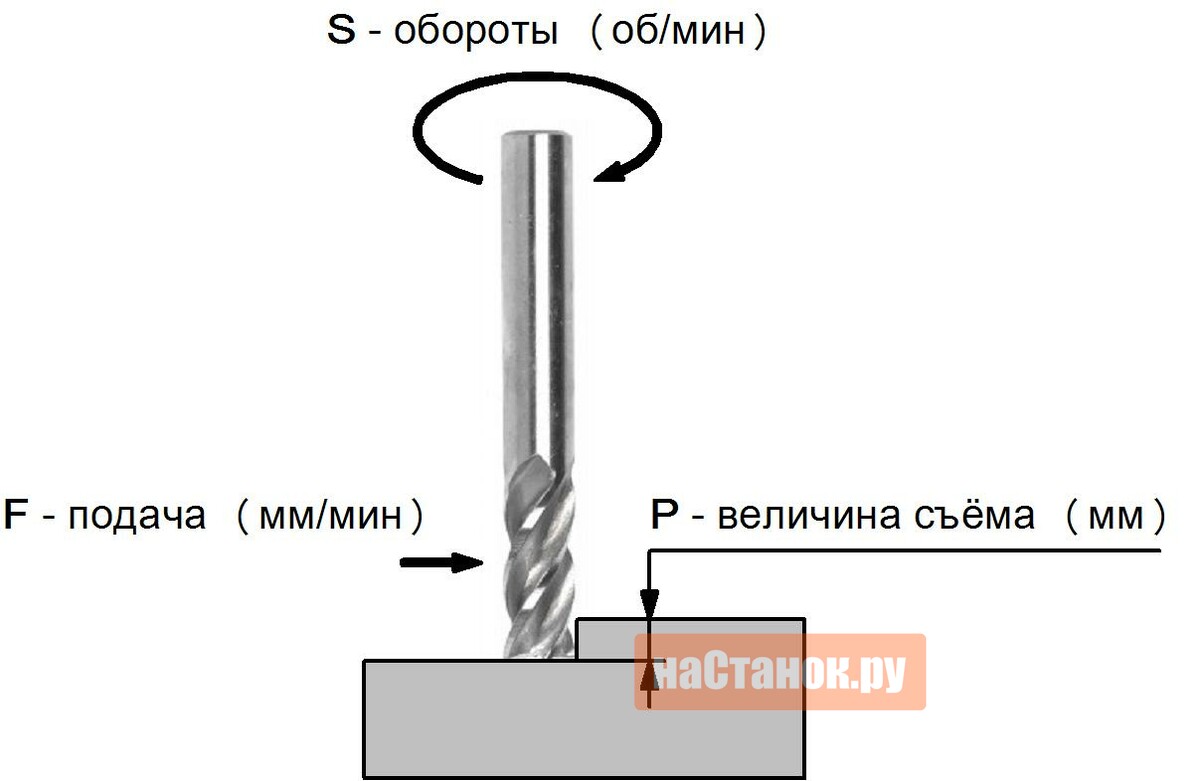
Таблица режимов резания для концевой твердосплавной фрезы для ЧПУ
В таблице ниже представлены режимы работы станка ЧПУ при обработки древесины, пластика, композитных материалов.
Необходимо учитывать, что правильная подача на один зуб играет ключевую роль в эффективности и долговечности работы фрезы. Использование рекомендуемых значений и постепенное увеличение подачи поможет вам достичь оптимальных результатов и максимально продлить срок службы вашей фрезы чпу.
Диаметр
фрезы
Чтобы достичь наилучших результатов и избежать поломки фрезы, рекомендуется начинать с умеренно малых значений подачи. Осознанно увеличивайте подачу до уровня, который устраивает вас и не наносит повреждений инструменту. Такой подход логичнее, чем сразу же использовать максимальный режим фрезерования. Помните, что важно выбирать подачу, которая гарантированно не приведет к поломке инструмента с первого захода.
Источник
Режимы резания чпу дерево
Warning: count(): Parameter must be an array or an object that implements Countable in /var/www/u0010809/public_html/cncmodelist.ru/templates/cncmodelist/html/mod_jshopping_compare/default.php on line 31



- Главная
- Статьи
- Работа со станком, инструментами, приспособлениями
- Расчет режимов резания (фрезеровки)
Расчет режимов резания (фрезеровки)
Основными параметрами задающими режимы резания являются:
-Частота вращения вала шпинделя (n)
-Скорость подачи (S)
-Глубина фрезерования за один проход
Требуемая частота вращения зависит от:
-Типа и характеристик используемого шпинделя
-Режущего инструмента
-Обрабатываемого материала
Частота вращения шпинделя вычисляется по следующей формуле:
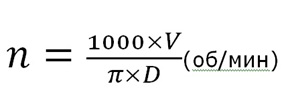
D – Диаметр режущей части рабочего инструмента, мм
π – число Пи, 3.14
V – скорость резания (м/мин) — путь пройденный точкой (краем) режущей кромки фрезы в минуту.
Скорость резания (V) берется из справочных таблиц (См ниже).
Обращаем ваше внимание на то, что скорость подачи (S) и скорость резания (V) это не одно и то же.
При расчетах, для фрез малого диаметра значение частоты вращения шпинделя может получиться больше, чем количество оборотов, которое в состоянии обеспечить шпиндель. В данном случае за основу дальнейших расчетов величины (n) берется фактическая максимальная частота вращения шпинделя.
Скорость подачи (S) – скорость перемещения режущего инструмента (оси X/Y), вычисляется по формуле:

fz — подача на один зуб фрезы (мм)
z — количество зубьев фрезы
n — частота вращения шпинделя (об/мин)
Подача на зуб берется из справочных таблиц по обработке тех или иных материалов.
Таблица для расчета режимов резания:

После теоретических расчетов по формулам требуется подкорректировать значение скорости подачи. Необходимо учитывать жесткость станка. Для станков с высокой жесткостью и качеством механики значения скорости подачи выбираются ближе к максимальным расчетным. Для станков с низкой жесткостью следует выбрать меньшие значения скорости подачи.
Глубина фрезерования за один проход (ось Z) зависит от жесткости фрезы, длины режущей кромки и жесткости станка. Подбирается опытным путем, в ходе наблюдения за работой станка, постепенным увеличением глубины резания. Если при работе возникают посторонние вибрации, получаемый рез низкого качества – следует уменьшить глубину за проход и произвести коррекцию скорости подачи.
Скорость врезания по высоте (ось Z) следует выбирать примерно 1/3 – 1/5 от скорости подачи (S).
Краткие рекомендации по выбору фрез:
При выборе фрез нужно учитывать следующие их характеристики:
-Диаметр и рабочая длина. Геометрия фрезы.
-Угол заточки
-Количество режущих кромок
-Материал и качество изготовления фрезы.
Лучше всего отдавать предпочтение фрезам имеющих максимальный диаметр и минимальную длину для выполнении конкретного вида работ.
Короткая фреза большого диаметра обладает повышенной жесткостью, создает значительно меньше вибраций при интенсивной работе, позволяет добиться лучшего качества съема материала. Выбирая фрезу большого диаметра следует учитывать механические характеристики станка и мощность шпинделя, чтобы иметь возможность получить максимальную производительность при обработке.
Для обработки мягких материалов лучше использовать фрезы с острым углом заточки режущей кромки, для твердых – более тупой угол в диапазоне до 70-90 градусов.
Пластики и мягкие материалы лучше всего обрабатывать однозаходными фрезами. Древесину и фанеру – двухзаходными. Черные металлы – 3х/4х заходными.
Материал и качество фрезы определяют срок службы, качество реза и режимы. С фрезами низкого качества сложно добиться расчетных значений скорости подачи на практике.
Примерные режимы резания используемые на практике.
Данная таблица имеет ознакомительный характер. Более точные режимы обработки определяются исходя из качества фрез, вида станка, и др. Подбираются опытным путем.
Полезные ссылки:
Планшетные плоттеры (флюгерный, биговочный, осциллирующий, тангенциальный нож)
Normal 0 false false false RU X-NONE X-NONE
Источник